| 全国免费咨询热线 13946958488 |
| 全国免费咨询热线 13946958488 |
联系人:陈经理
手 机:13946958488
网 址:www.addlslg.com
地 址:安达市高速路桥下南侧200米
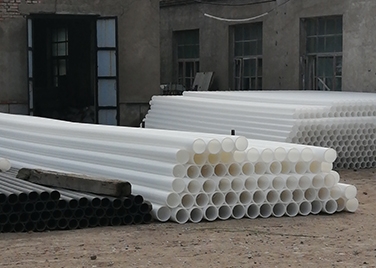
哈尔滨塑料管厂介绍PE给水管的包装、运输、贮存注意事项。
包装、运输、贮存
包装按供需双方商定要求进行,在外包装、标签或标志上应标明厂名、厂址。
运输管材运输时,不应受到划伤、抛摔、剧烈的撞击、暴晒、雨淋、油污和化学品的污染。
贮存管材应贮存在远离热源及化学品污染地、地面平整、通风良好的库房内;如室外堆放应有遮盖物。管材应水平整齐堆放。
管道选择连接方式
PE管的连接主要有热熔连接、机械连接、电熔连接等方式。
热熔连接法有成本低、管道接口质量好、不需管件等优点而被大量使用。由于存在需配备熔焊设备、接口热熔操作耗时长、技术要求高等不利因素,热熔连接的主要步骤有:
①、材料准备:将管道或管件置于平坦位置,放于对接机上,留足l0-20mm的切削余量。
②、夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。
③、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。

④、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
⑤、加热:对接温度一般在210 230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为l-2nun为佳。
⑥、切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越好。
⑦、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4nun为宜。
⑧、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
⑨、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。
热熔连接质量控制要点
热熔连接对操作者技术要求较高,应注意对接口质量进行外观检查,要求接口处形成均匀的凸缘。造成连接质量问题常见有以下方面的原因,施工中应注意防范
①、不同材质、品牌、壁厚的管材和管件混用
②、连接件的端面未保持清洁,对粘有的水或泥土应及时清理
③、操作人员技能不高,对热熔连接的工艺参数(加热时间,加热温度、连接压力、冷却时间)未按规定要求严格控制:
④、未完全冷却就移动连接件或对连接件施加外力
⑤、熔接设备要定期维护保养,保证设备良好的使用状态。